Download præsentationen
Præsentation er lastning. Vent venligst

1
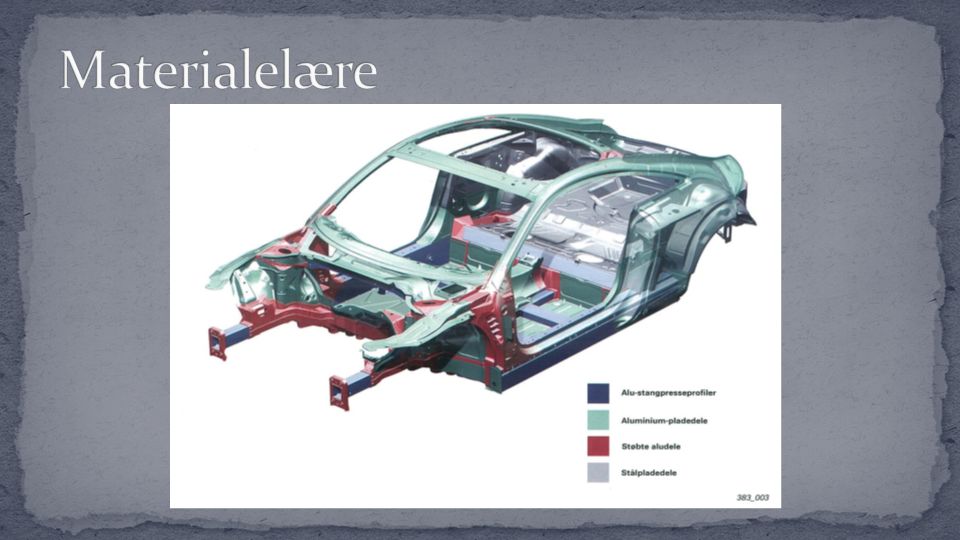
Aluminium

2
Dagens program Skader på aluminiumkomponenter – hvad kan vi og hvad må vi reparere? Hvilke ting er i spil ved aluminiumreparationer og opretning, herunder også korrosionsbehandling Erfaringer vedr. anvendte metoder

3
Give jer et indblik i aluminiums egenskaber og reparationsmuligheder, der på pågældende tidspunkt er mulige i eftermarkedet

4
Udvinding af aluminium, Bauxit Primær og sekundær aluminium Hvorfor anvende aluminium? Bearbejdning forskellig afhængig af fremstillingsmetode - ekstrudering-stangpresprofil, støbning og valsning Coating, overfladebehandling ” novelis fusion ”

9
Aluminiums smeltepunt 660 grader celcius Rekrystalliseringstemperatur ca. 150 grader celcius Oxidhinde smelter ved ca. 2000 grader celcius Vejer en 1/3 af stål Ved forskellige legeringer opnås ønskede egenskaber Hærdning, V.A.G 30min ved 210 grader celcius Anbefalet arbejdstemperatur ved opretning 200 grader celcius

10
Reparation af udvendige formgivende dele. Udvendige ”skal”-dele Reparation af aluminiumskomponenter Opretning

11
Udvendige dele følges fabrikanternes anvisninger i det omfang, at de er tilgængelige Påskruede dele – grå zone!!!

12
Generelt – udføre en reparation, der opnår den samme form, styrke og udseende

13
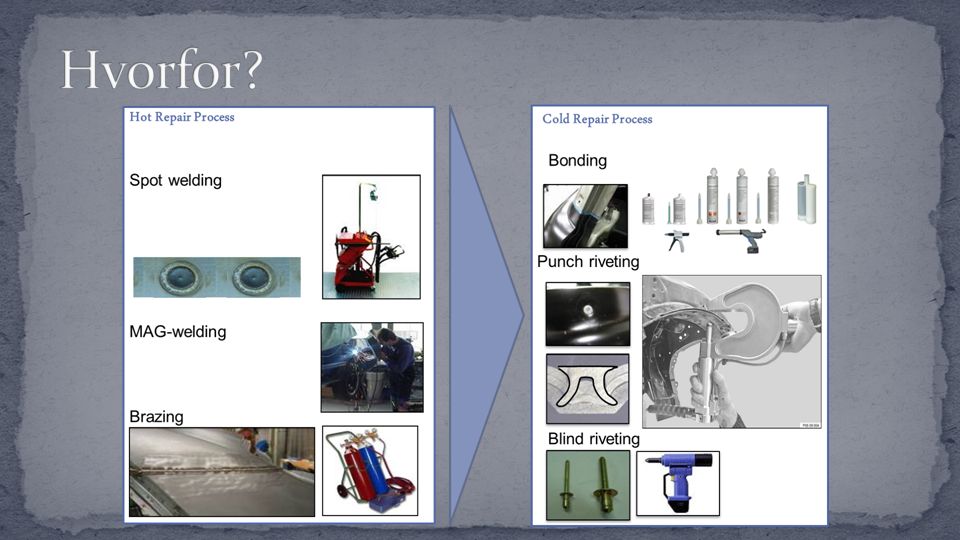
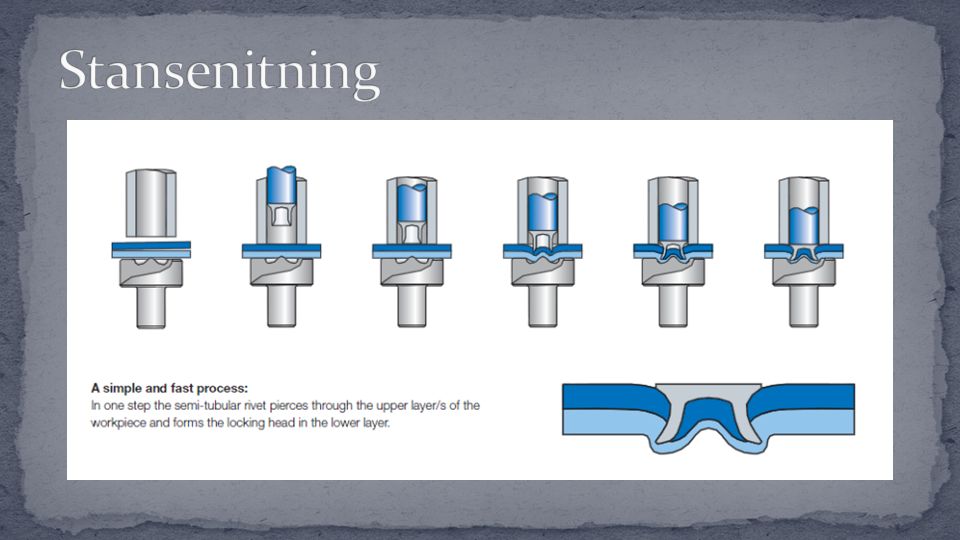
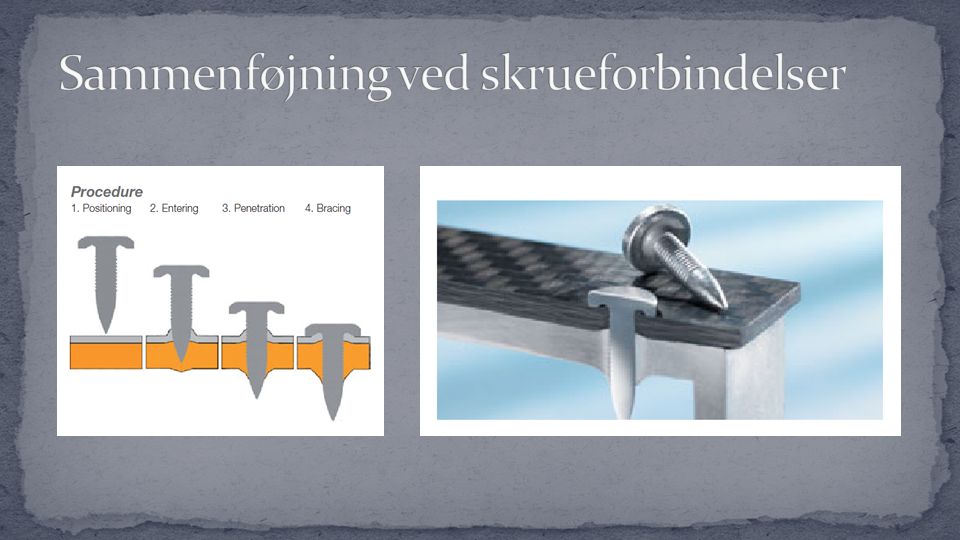
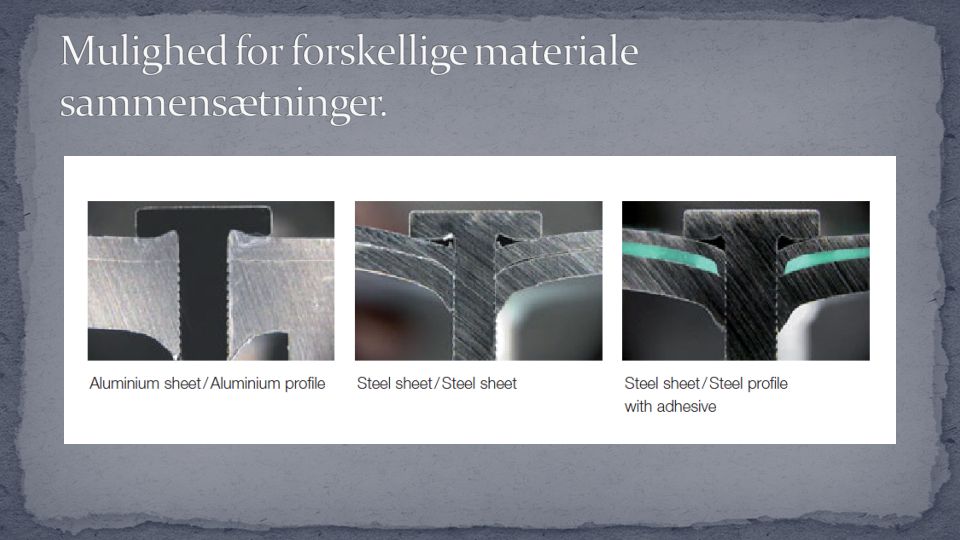
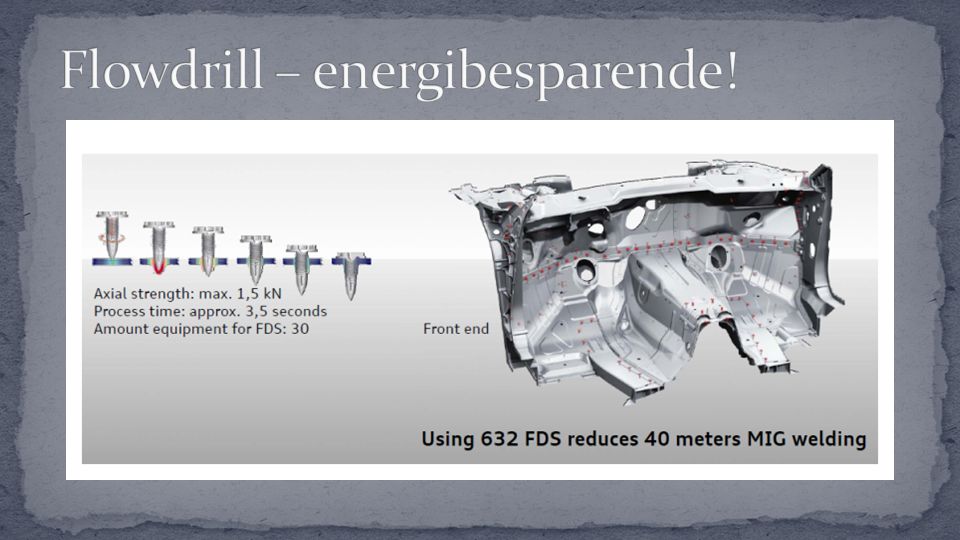
lodning Limning Stansenitning Fuldstansenitning Popnitning - blindnitning Stansning Opretning Skrueforbindelser, herunder Flow-drill

14
Blødlod og hårdlod 450 C adskiller de to typer lod Fordele, mindre opvarmning af grundmaterialet, mindre udstyr, stor styrke, alsidigt! Ulemper, der ligger ingen godkendelser på lod til bilindustrien – endnu! Reparationsområder, alukomponenter, rør, IC, Køler osv…

15
2 komponent epoxy lim Kombineret med nitning og blindnitning Rengøringen kombineret med primer er essentielle i forhold til at udføre en korrekt reparation.

16
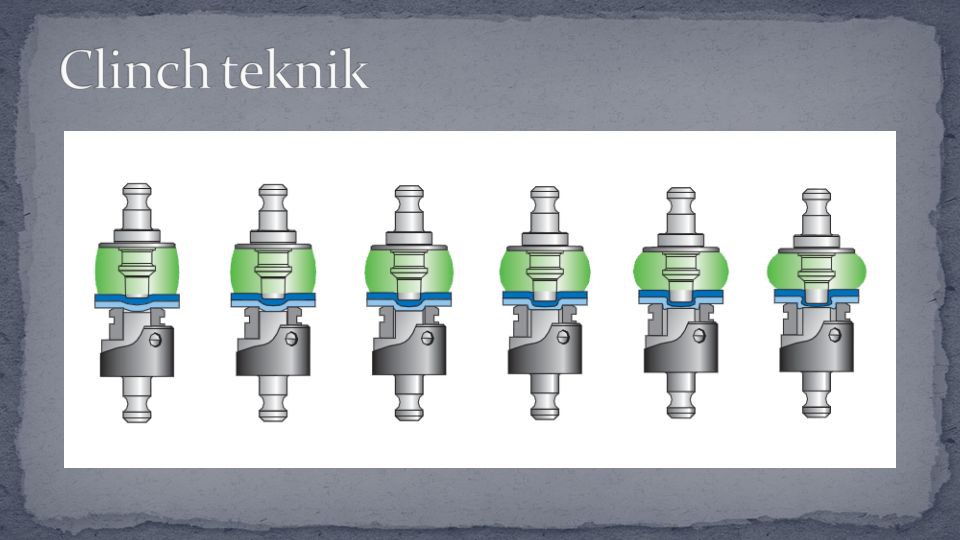
Stansenitning Clinch-teknik Blindnitning Fuldstansenitning Lasersvejning Kombineret med limning

23
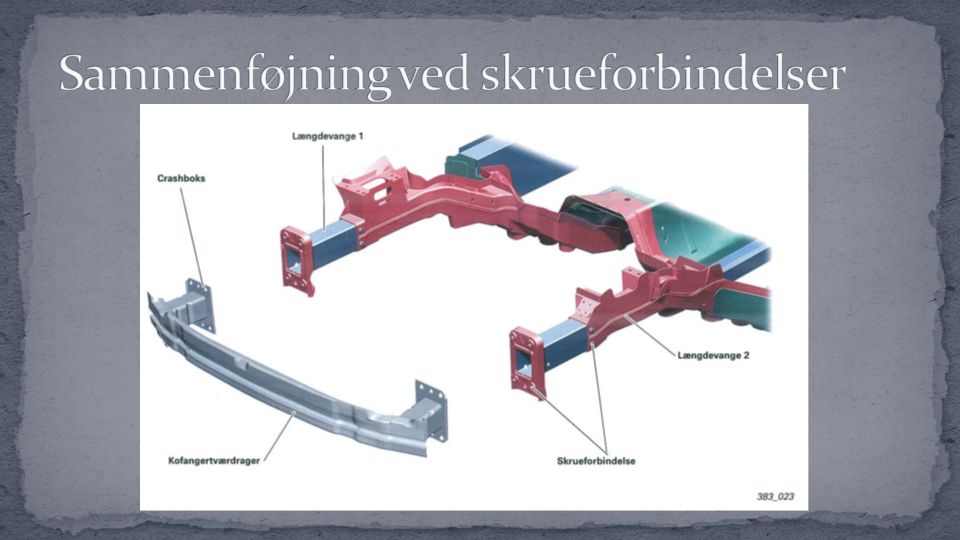
Ved 15 km/t skal tværbjælke skiftes Ved skader over 15km/t kan det forreste stykke af længdevangerne skiftes! Ved yderligere skade hele den støbte ramme.

28
Belagte aluminium eller rustfristålnitter Ikke samme styrke som stansenitter! Kun produktion.

29
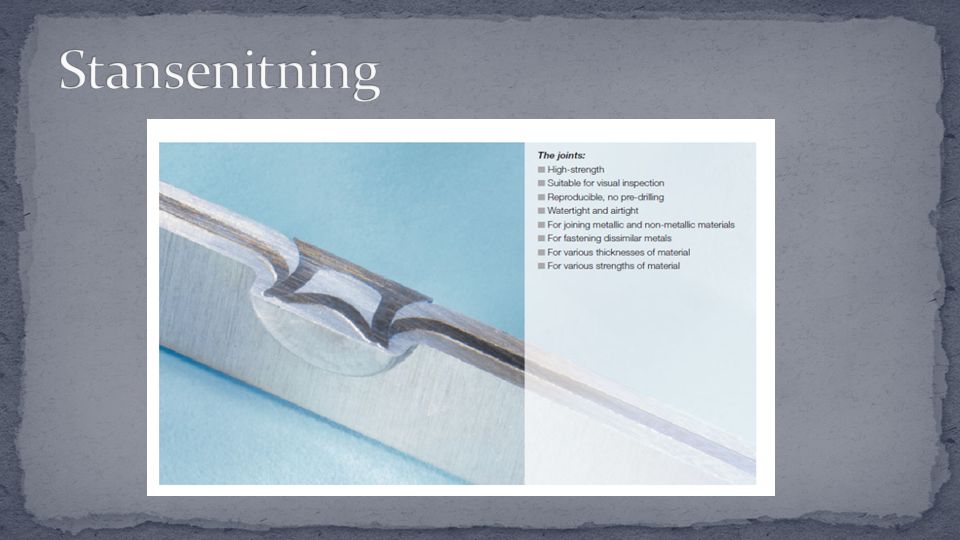
Det er limen i forbindelse med stansenitterne, der giver den ønskede styrke! Tætte samlinger Ingen afslibning af det originale beskyttelseslag før sammenføjning – god korrosionsbeskyttelse

30
Opretning på ”skal-dele Opretning af skrue dele, døre og klapper

31
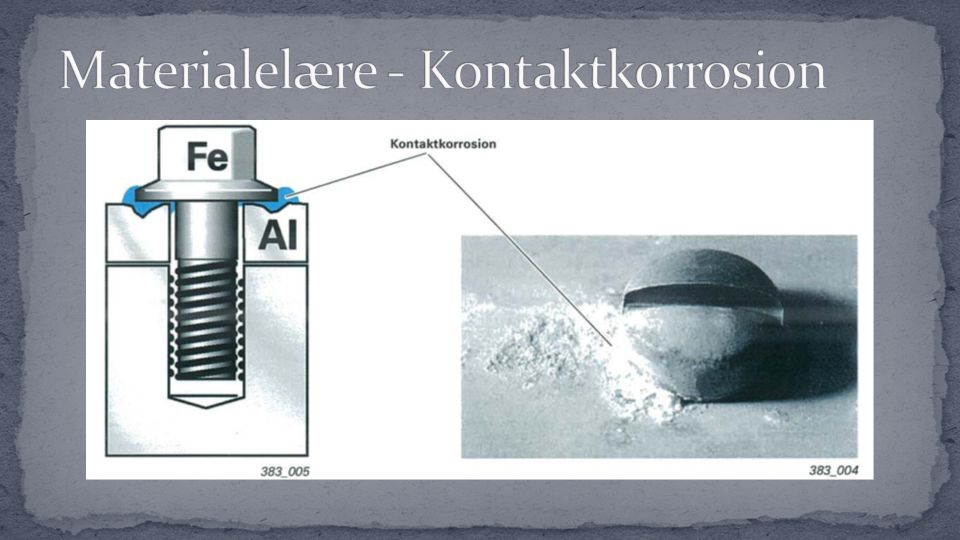
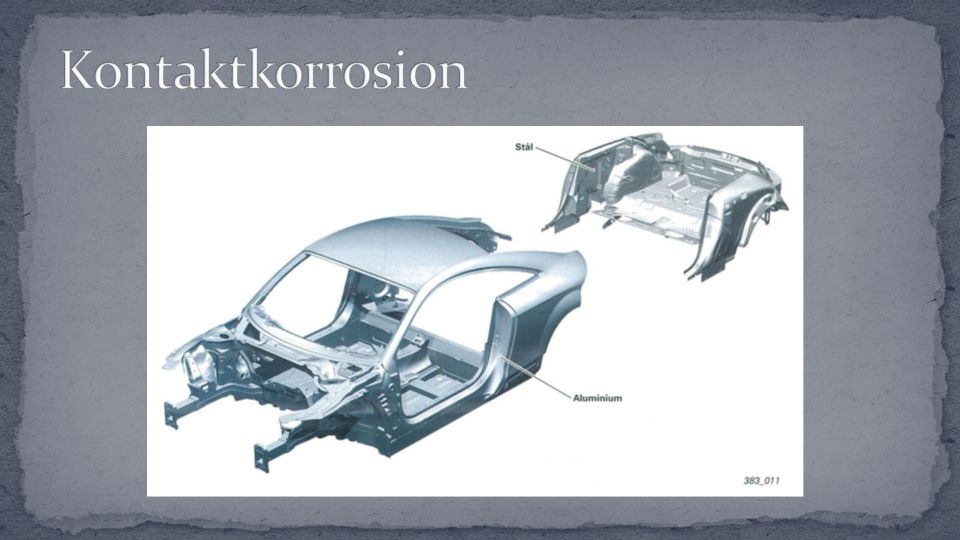
Pladebearbejdning. Separate værktøjssæt. Opbevares adskilt for at undgå kontaktkorrossion. Volkswagen udviklet ”rødt” værktøj til aluminium bearbejdning. Aluminium stiller andre krav til pladebearbejdnings værktøjer, runde kanter, plast, træ eller aluminiumshammere Overfladebearbejdning - Separate slibeværktøjer Udsugningsanlæg. VAG foreskriver adskilte anlæg

32
Gennemgang af værktøj Gennemgang af reparationsmetoder Vurderinger i henhold til anvendelses mulighederne på karrosseriværkstederne

33
Opmærksom på førnævnte kontaktkorrosioner Opmærksom på værktøj Opmærksom på udsugning Opmærksom på efterbehandling - lak

34
Illustrationer og videoklip er fra BMW Group og Semler.

Lignende præsentationer